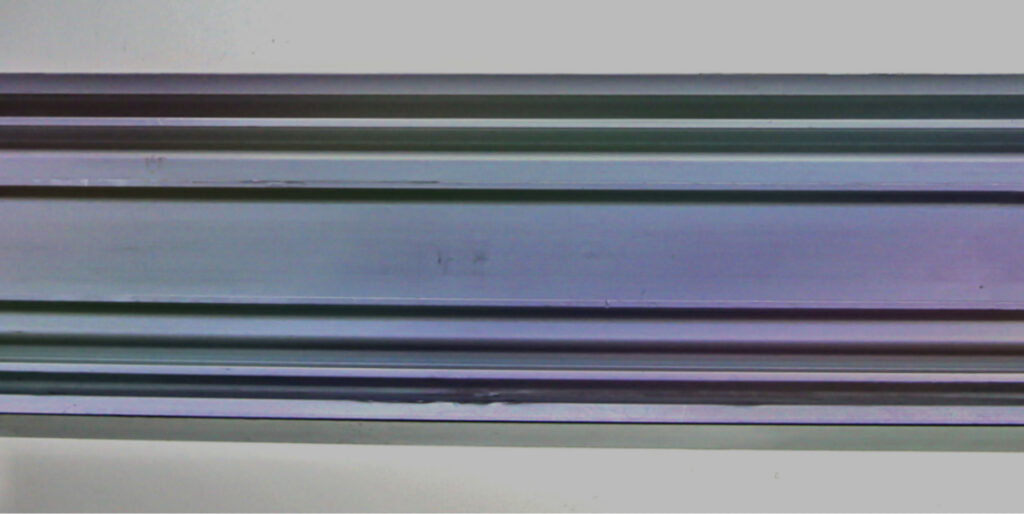
A volte, desta stupore quando, dopo l’anodizzazione dei prodotti, compaiono inaspettatamente profili che mostrano una colorazione iridescente con tonalità verdastre, rossastre e violacee di diversa intensità. Questo fenomeno non ha origine da una tecnica di colorazione pionieristica, ma è piuttosto il risultato di sfide durante l’anodizzazione.
Qual è la causa?
Un corretto contatto è senza dubbio un prerequisito essenziale per la formazione riuscita e uniforme di uno strato di ossido durante il processo di anodizzazione.
Se questo contatto è dimensionato o disposto in modo errato, possono verificarsi bruciature sul pezzo vicino al contatto o può verificarsi una formazione irregolare dello strato.
Ma cosa succede se i punti di contatto con il portapezzi scivolano durante il processo di anodizzazione?
In un tale caso, può verificarsi una decolorazione iridescente più o meno intensa del materiale spostato.
Soprattutto se si è già sviluppato un certo spessore dello strato di ossido e i punti di contatto cambiano poi la loro posizione, il trasferimento di corrente dal contatto al materiale viene improvvisamente interrotto.
Ciò accade perché il trasferimento di corrente avviene ora sullo strato di ossido isolante invece che sul materiale di alluminio conduttivo.
In queste circostanze, non vi è alcun ulteriore aumento dello spessore dello strato di ossido.
Ciò evidenzia l’importanza di un corretto contatto e del fissaggio dei pezzi sul sistema di telaiatura per garantire un risultato di alta qualità.
La causa del difetto può di solito essere identificata rapidamente misurando lo spessore dello strato di ossido dopo l’anodizzazione.
Mentre il prodotto correttamente anodizzato ha quindi, ad esempio, uno spessore nominale dello strato di 20 µm, per il componente scivolato si misurano solo 5 µm.
Come può essere evitato l’errore?
È di cruciale importanza che i pezzi siano fissati saldamente, soprattutto se si tratta di componenti ingombranti, per evitare spostamenti indesiderati durante il processo di anodizzazione.
Quando si lavorano materiali in lamiera, occorre inoltre prestare attenzione affinché l’apporto d’aria nel bagno di anodizzazione non sia eccessivo e affinché il materiale sia posizionato in modo tale da garantire una disposizione aerodinamica.
A seconda del fissaggio, una pressione eccessiva dovuta alle bolle d’aria può altrimenti causare una deformazione continua delle superfici del materiale in lamiera, che può alla fine portare all’allentamento dei dispositivi di fissaggio e allo scivolamento dei contatti sulle lamiere.
Ciò sottolinea la necessità di misure precise per garantire la qualità del processo di anodizzazione ed evitare risultati indesiderati.

